互动课堂第71期:关于再生斜管脱气的讨论
【学者1】
各位大佬请教一下再生斜管脱气性变差的原因和调整手段。
【学者1】
我这边是主风机停机重新流化后,再生斜管的密度就开始忽高忽低,取催化剂时,发现催化剂放出时携带烟气,现在现象是催化干气中携带40%左右的氮气,请教一下原因和调整方法。
【学者2】
流化不畅,再生斜管堵了吗?滑阀前的密度波动大,是吗?
【学者2】
再生斜管入口啥型式?多少松动点?孔板多大?再阀压降多少?最好有斜管图。
【学者1】
问题是切料恢复后出现的,初步怀疑是再生催化剂携带烟气,我这斜管入口有灰斗,斜管内有脱气管。
【学者1】
各位有遇见这种情况的吗?是怎样解决的?
【学者3】
反应温度稳么,开度,压降和之前同一处理量相同么?试着用开大活动再阀有效吗?分布管压降,密度有无异常?稀密相各处温度,密度偏差大不?
【学者1】
流化和切料前比差了点,但影响不大,复他的密度变化都不大,温度变化也不大,再生滑阀开度比之前大,但由于提处理量了,也不好判断。
【学者3】
是不是阀前卡了衬里块,或者松动开了副线,没发现,旁人都是自己经验,还是要结合你们参数综合分析。
【学者1】
有没有出现过类似问题的,怎么处理的,想交流一下。
【学者4】
主风分配器故障(堵塞、断裂),主风分布不均匀,流化状况欠佳,导致淹流斗收料不足,再生滑阀前缺少料封。是导致上述现象发生的一个原因。
还要看反再什么具体结构型式、问题的详细现象和操作参数。让各路高手给科普一下。
【学者4】
遇停工,通事故蒸汽或风线带水或松动点带水造成脱气罐出口堵或者流气不畅会引起N气高,另溢流斗处催化剂大量气入斜管可以提藏量解决,如果料位密度巨幅变化则是灰斗处脱落成半脱状况此时外取下料也波动,下部主风分布管吹烂在似断非断时会出现,但全断之后就稳定了但有部分死床,分布管下温度也会变化。建议再生料位由多到少卸剂观察。
【学者4】
改变再生压力调整一下。
【学者1】
我们现在也在尝试调整。
【学者5】
考虑到停工后再开工的情况,主要方向是再生管内松动流化脱气效果不佳,要检查关键部位的松动点情况,先用松动风,然后切换成不带水的松动蒸汽。
【学者3】
方便把你其他参数页发出来大家学习下么!
【学者6】
是两个提升管都出现了这现象还是一个?如果两个都不正常有可能主风分布管有问题,如果单个有问题可能是停工后再生松动蒸汽长时间未停或蒸汽温度低、带水等问题会造成局部死区,松动或反吹失效但再生无问题造成下料时夹带烟气,随时间温度变化死区脱落破碎会造成反应温度,或滑阀压降等变化,个人观点不一定对供参考。
【学者7】
滑阀压降如何变化?
【学者1】
滑阀压降比原来降低30。
【学者8】
这个你按论文中的思路过一遍,主风机停机可能造成催化剂颗粒发生明显变化,可能就会造成流化问题。
【学者3】
密度压降页图片发来看看。
【学者8】
如果装置因为流化问题维持不住的情况,就大量置换原来装置卸下来的平衡剂,我们用这个方法避免过几次切进料,这是短期内的紧急措施,只要是有大的生产波动,尤其是主风机、烟机和增压机停机都会造成催化剂筛分的明显变化。
【学者8】
氮气含量你把几个月的趋势给大家看看,看看趋势是短时期内起来的,还是逐渐上升的。短时期内迅速上升你就要查是不是事故处理时忘记哪个阀门串进去的氮气。如果是缓慢上升,就看看是不是加工了焦化蜡油或者其他高氮原料。很早以前我在群里发过氮气含量高的一篇文章。现在刚上班,没法在单位再给你转发那篇文章。谁要是还有就给转发一下
彭威
这种同轴的再生立管比较短,一般不会出现流化问题,除非颗粒物性大幅度变化,或者进出口处有异物,例如进口的斗子那里在停工时候有死区,赞同龚老师意见,可以先置换l旧剂,同时把进出口的流化风活动活动,个人建议。
【学者3】
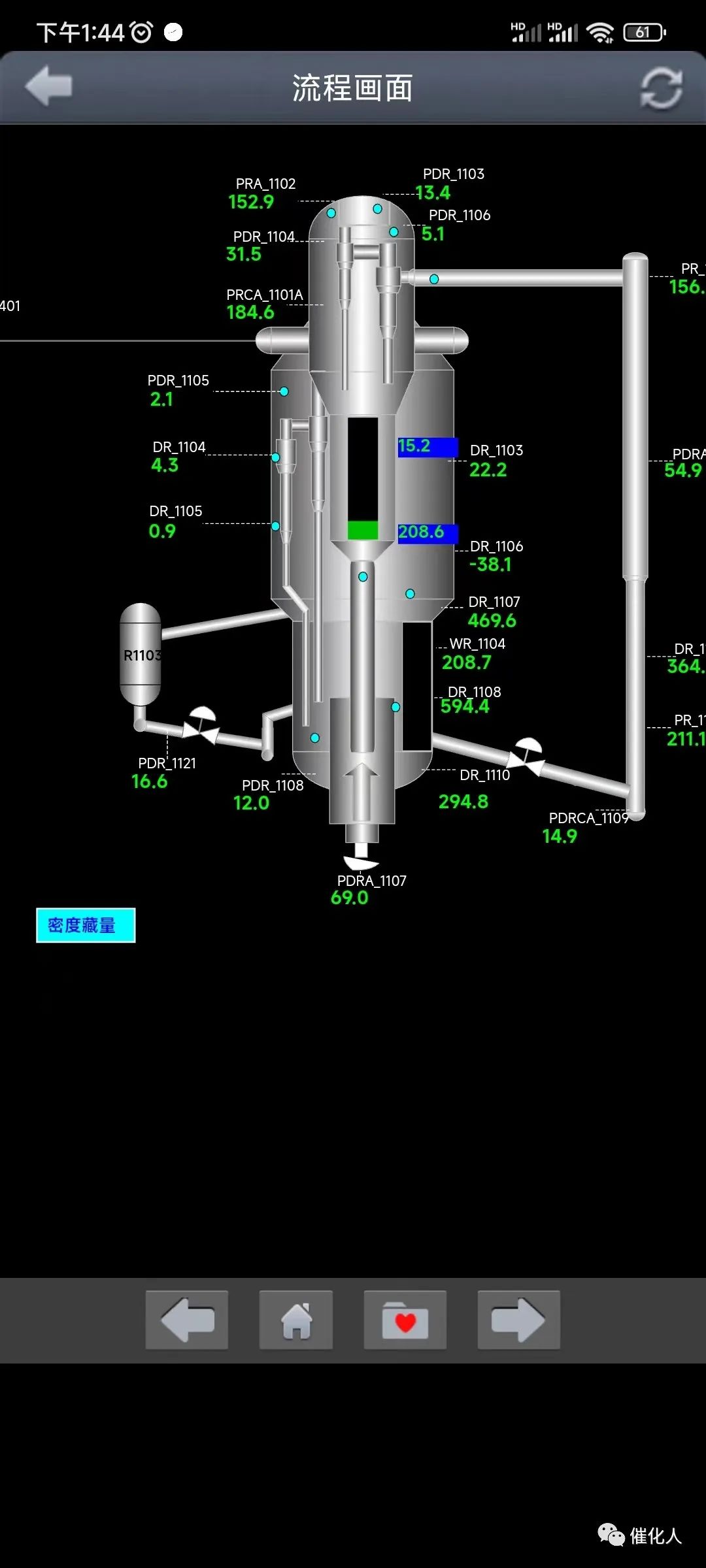
PDRCA1109是滑阀压降么?DR1110是密相密度?
【学者8】
如果是再生器内部结构有被明显破坏的问题,那么你看看床层底部以及床层四周,一般在这两块的东南西北四个方向设计有热偶,你对比这些热偶温度变化情况,被破坏了就会有床层温差的较大变化,或者是和你们以前的操作温度有较大变化。这些热偶就是干这个用的。但是一般由于这种一次性的波动就造成再生器床层被破坏,同时又造成了再生斜管的流化问题的情况就太特殊了。如果这一回就出现一个问题还好说,要是床层这次被破坏了,同时再发生流化问题,那这种几率太小了。
【学者3】
滑阀压降太小了,我和你一样的装置,再阀50的时候压降37左右。再生器密度也比经验的低些。会不会主风分布管吹了个口子。
【学者8】
调松动点要慢慢调,要先根据我论文中提到的,或者卢春喜老师那本书中提到的指导原则慢慢调。微调后停一天看看再调。调关键松动点时要格外小心,关键松动点的调整会使你们本已经脆弱的装置出现非计划停工。
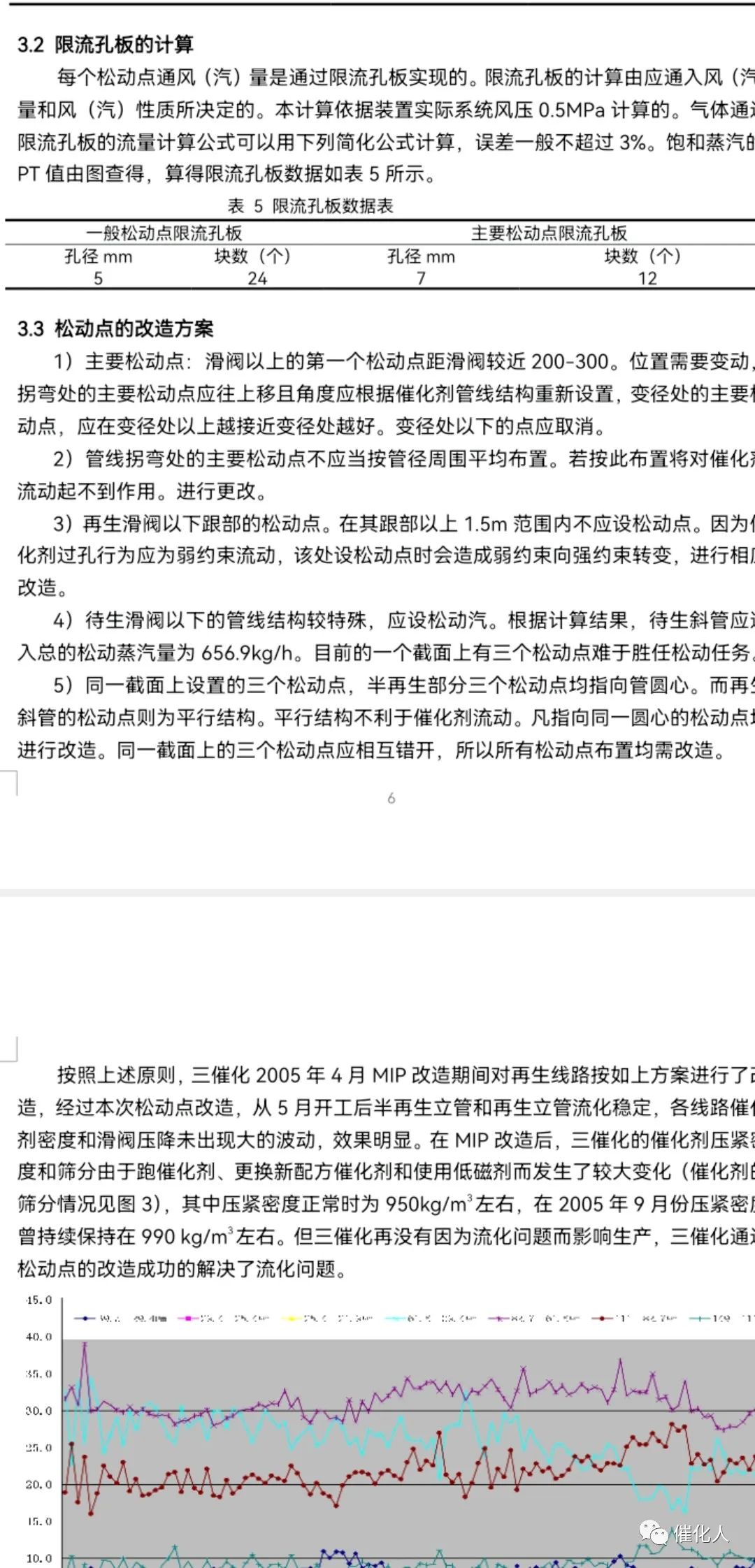
【学者8】
十五年前的催化设计的松动点几乎都是参照国外的挪过来的,所以有一些装置的松动点设计得都不太合理。你可以结合你们装置的建设年代来考虑当初装置的流化方面的设计状况。直到石油大学开始了多年深入研究之后,才真正开创了松动点的完美设计和改造。大多数装置在不出现较大变化时,流化问题一般也显现不出来。但是在异常情况下,有的就出现了流化问题。而石油大学的那些成果是理论和实践相结合的技术,极大的推动了催化裂化流化方面的优化设计和操作改进。
任性
像他们说的开大滑阀试试,是不是有衬里块堵住了部分滑阀,时而流化正常时而不正常。然后提高点两器差压试试,有时候压力大也可能对流化有一定的影响。还有像龚老师讲的,松动蒸汽的量或品质有没有什么变化,可以小幅度缓慢调整一下,如果像你说的采催化剂时有烟气出来,是不是你们再生器的藏量或增压风有问题,可以查找一下有没有可能这方面的原因。
【学者8】
除了氮气含量的趋势,你这时候还要调出来活性的趋势和氢气/甲烷比的趋势,看看是不是伴有催化剂活性极低的问题。这些信息有助于你进一步分析高氮气含量的问题。如果你们装置原本就已经处于稳定单元满负荷,那高氮气含量会严重影响吸收塔和解析塔的操作,导致干气中的C3含量升高。
【学者1】
以上各位老师的观点和想法非常全面和具有建设性外,个人认为还应在原料性质、加工量及产品性质变化方面进行前后对比,排除原料及加工量方面的影响;其次标定一下提升管反应器压力降,推算一下再生和再生线路压力平衡情况,评估一下提升管进料喷嘴处结焦情况;调整提升管反应器底部流化蒸汽和预提升蒸汽,尤其是排除流化蒸汽环喷嘴局部堵塞对流化的影响。生产操作问题的解决根本思路就是建立在三大平衡的原则之上,通过现象见实质,通过排比找根源。
本篇文章来源于 催化人