
催化裂化装置腐蚀与防护
自20世纪末中国石化开始加工进口高硫原油以来,催化裂化装置原料所含硫、环烷酸等腐蚀性杂质的含量不断增加,腐蚀已成为影响装置安全稳定运行的重要因素。通过对装置的腐蚀状况进行分析,对腐蚀部位、腐蚀形态、腐蚀影响因素进行研究,提出相应的应对措施,对于保障装置的安全稳定运行非常必要。 催化裂化装置是我国炼油工业最重要的二次加工装置,生产了我国80%的汽油和35%的柴油。催化裂化装置原料适应性强,产品价值高,同时也是重油加工的重要手段,大比例掺炼渣油进一步提高了装置的经济效益。中国石化系统催化裂化装置实际加工量占原油一次加工量的37.4%,居炼油二次加工装置首位。
装置基本情况
某石化公司重油催化裂化装置于1995年建成投产,加工能力为100×104t/a,加工原料有减压蜡油、减压渣油和溶剂脱沥青油,装置减压渣油加工量超过40%。装置再生部分采用两级再生,第二再生器布置在第一再生器上部,第一再生器采用贫氧再生,控制再生温度在700℃以下,烧去所有氢和80%碳,第二再生器采用富氧再生,烧去所有碳,使再生催化剂碳含量小于0.1%。反应油气经分馏得到汽油、柴油、液化气、干气等产品。
装置设计原料硫含量为0.5%(质量分数),从表1可以看出,装置生产中原料硫含量已超过设计值,最高达到1.1%。原料硫含量增加,引起装置低温部位和高温部位物料腐蚀性杂质含量增加,使腐蚀加重。

反应再生部分的腐蚀和损伤
反应再生部分的腐蚀和损伤类型主要有催化剂的冲刷磨蚀、金属超温变形和损伤开裂、高温烟气腐蚀等。
1、反应再生部分的冲蚀和磨蚀
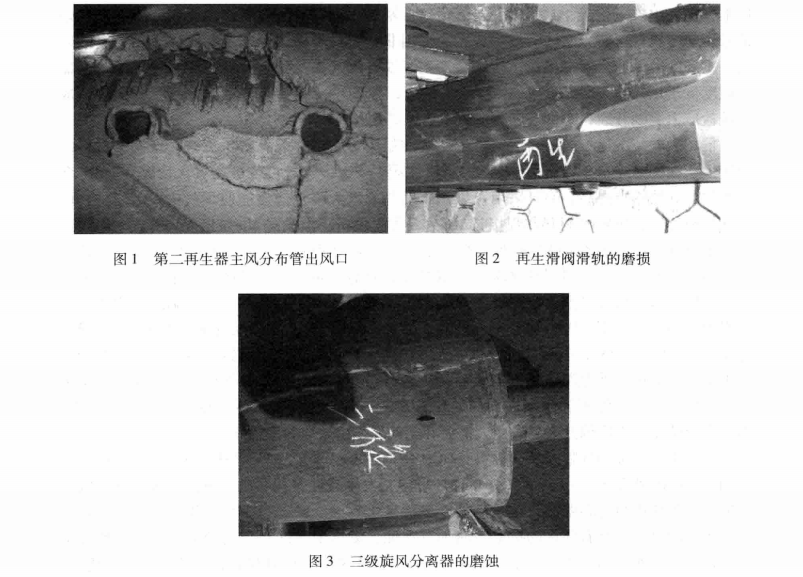
催化剂的冲刷磨蚀在再生器主风分布管、翼阀阀板、滑阀、三级旋风分离器单管、原料油喷头等部位较为严重。图1为第二再生器主风分布管出风口磨蚀形貌,可以看到主风分布短管基本冲蚀没有了;图2为再生滑阀导轨的磨损,导轨的一部分已冲蚀掉了;图3 是三级旋风分离器的单管的磨蚀,已经穿孔。
催化剂的冲刷磨蚀主要通过在构件表面设置耐磨衬里,控制衬里材料、衬里的施工质量来防止过快冲蚀,对于无法进行耐磨衬里的构件(如滑阀导轨等),需要通过耐蚀合金堆焊、表面渗硼等表面处理方法,提高抗冲蚀能力;还可考虑优化局部结构,减缓流速和局部涡流以便减缓冲蚀。
2、金属的超温变形和损伤
金属的超温变形损伤包括反应器和再生器器壁和内构件的损伤。反应器和再生器采用碳钢制造,设计温度300℃,内壁采用隔热耐磨衬里来保证壁温低于设计温度,但在反应器和再生器结构不连续部位(如大开孔部位、变径部位),由于衬里质量难以保证,催化剂在局部的高流速和涡紊流造成局部衬里损坏,使器壁金属超温,造成器壁金属的超温鼓包,内部金相组织裂化损伤,装置第一再生器外取热催化剂返回口部位、第二再生器外旋风分离器催化剂返回口部位都发生过超温损伤;内构件损伤主要是由于结构设计时对结构变形协调考虑不够周到,升降温速度过快形成较大的热应力,造成较大变形甚至焊缝开裂。
为了防止局部器壁超温变形鼓包,在局部结构不连续部位衬里施工和维修时,应适当多布置保温钉,严格控制保温钉焊接质量,使焊缝焊角尺寸达到设计要求,并做好衬里施工质量控制,运行中定期使用红外热像仪或测温笔检测壁温,发现异常时及时分析并采取措施。
通过合理选择反应器和再生器内构件材质,保证材料的耐温性能满足使用要求,优化结构改善升温后的变形协调性,减缓局部应力集中,防止内件的异常变形和焊缝开裂,保证结构的运行安全性。
3、高温烟气的腐蚀
高温烟气的腐蚀发生在再生器和三旋烟道等再生烟气经过的部位,再生温度高达700℃以上,烟气中二氧化碳、水蒸气、二氧化硫、氮氧化物等对金属有腐蚀作用,再生器和烟道采用非金属衬里防止腐蚀的发生,无法采用非金属衬里的部分采用奥氏体不锈钢腐蚀防腐。主要问题是非金属衬里在运行中会产生裂纹,烟气渗透到金属器壁和衬里之间,当器壁温度低于烟气露点时,形成高浓度酸性溶液,为NOx-SOx-H2O腐蚀环境,对碳钢造成硝酸盐应力腐蚀开裂,对烟气膨胀节造成点蚀穿孔和应力腐蚀开裂。
催化裂化装置运行经验表明,再生器硝酸盐应力腐蚀开裂与再生工艺、壁温、材料的敏感性、结构应力水平等有关,烟气中SOx主要是SO2,随着再生过剩氧含量提高,SO3含量增加,导致露点提高,而且采用一氧化碳助燃剂增大强化烧焦能使烟气中NO2增加,增加开裂敏感性。16MnR材料在焊接时Mn容易发生偏析,形成富Mn带造成局部淬硬组织出现,敏感性较高,20R敏感性较低,焊后消除应力热处理有助于防止开裂的发生。本装置第一再生器和第二再生器器壁材质均为16MnR,具有一定的开裂敏感性。第一再生器采用贫氧再生,过剩氧含量低,实测烟气露点51℃,壁温在100~120℃,因此硝酸盐应力腐蚀开裂敏感性较低。第二再生器为完全再生,过剩氧含量6%,实测烟气露点141℃,未保温时壁温在100~120℃,硝酸盐应力腐蚀开裂较高,为了防止应力腐蚀开裂的发生,装置对再生器器壁采用了外保温措施提高壁温,从运行经验来看,有明显效果,但应注意在实际生产中由于开车、停车和生产、操作的正常波动,有时仍会造成设备壁温低于烟气露点,不能完全防止应力腐蚀开裂的发生,需要在工艺操作中采取相应措施。
对于再生系统烟气膨胀节,材料有0Cr18Ni9、0Cr17Ni12Mo2、B315、FN2等几种选择,在烟气冷凝时处在SOx-Cl–-H2O腐蚀环境中,发生点蚀穿孔和应力腐蚀开裂,可采取措施进行保温或伴热提高壁温,防止烟气冷凝而发生腐蚀。FN2、B315是我国开发的两种用于膨胀节的材料,具有优良的抗晶间腐蚀、点蚀、氯离子腐蚀和硫腐蚀能力,力学性能优良,在炼油行业得到了成功应用。膨胀节更换应优先考虑这两种材料,在特别苛刻环境下,应考虑采用625制造膨胀节。
分馏部分的腐蚀
1、分馏部分高温部位的腐蚀
分馏部分高温部位主要是分馏塔下部柴油段以下的换热设备和管线,腐蚀类型为S-H2S-RSH高温腐蚀,分馏塔下部塔盘、人字挡板已经采用不锈钢,未发现明显的腐蚀,分馏塔塔体腐蚀较轻。原料油换热温度到200℃进入反应器,高温部位换热器未发现严重的腐蚀状况,油浆管道已采用1Cr5Mo钢,其他管道为碳钢,油浆管道和其他高温管道腐蚀较轻。考虑到以后装置加工原料硫等腐蚀性杂质含量的提高带来的腐蚀可能加重的趋势,在装置运行中应加强对回炼油管线等高温管线的测厚检查,根据实际腐蚀状况进行局部材质升级。
2、分馏部分低温部位的腐蚀
分馏部分低温部位主要是分馏塔(T201)顶部和塔顶冷凝冷却系统的设备和管线,腐蚀为H2S-Cl–-NH3-H2O型。油气出分馏塔的初次换热器与除盐水换热,6台并联,油气走壳程,结垢严重,六台换热器管束分别采用了碳钢、Ni-P镀和不锈钢。从实际腐蚀情况看,碳钢管束表面有密集的蚀坑;Ni-P镀管束蚀坑较少,但蚀坑比碳钢管束深,有的接近穿孔;不锈钢管束外壁光滑,腐蚀较轻。
油气的初凝部位可能在分馏塔顶初次换热器(E201A~F)内部,形成高浓度的酸性溶液,对管束造成严重腐蚀。根据中国石化《炼油生产装置工艺防腐蚀管理规定》,此部位应根据塔顶冷凝水pH值情况,在塔顶注氨水,并可考虑注缓蚀剂,在工艺防腐措施达到要求的工艺指标的情况下可采用碳钢管束,换热器结构上可以加大入口管直径,采用外导流结构,以降低流速,减缓冲蚀。Ni-P镀能够提高抗蚀能力,但Ni-P镀为阴极性涂层,一旦存在局部缺陷,将会加速局部腐蚀,Ni-P镀管束必须在质量得到严格控制的情况下才适合选用。相关文献指出,18-8不锈钢在pH>6及氯离子小于200pom的环境可以使用,在催化分馏塔顶部位,氯含量较少,可以采用奥氏体不锈钢管束,但成本较高。
3、吸收稳定部分的腐蚀
吸收稳定部分的腐蚀主要表现在贫富吸收油换热器(E315AB)、解吸塔底重沸器(E304)和稳定塔底重沸器(E306),其中解吸塔底重沸器(E304)和稳定塔底重沸器(E306)的腐蚀尤为严重。贫富吸收油换热器(E315AB)壳程介质为吸收后的重石脑油,管程介质为吸收前的重石脑油,管束腐蚀主要是湿硫化氢引起的腐蚀,可以考虑把管束升级为08Cr2AlMo,这种钢是我国开发的抗湿硫化氢腐蚀的钢种,抗湿硫化氢腐蚀能力是碳钢的4 倍以上。解吸塔底重沸器(E304)和稳定塔底重沸器(E306)管束的腐蚀不仅有硫化氢等腐蚀介质的腐蚀,还有介质在管束表面汽化引起的冲蚀,需要把管束材质由碳钢升级为00Gr19Ni10,其中解吸塔底重沸器(E304)的壳体应由一般结构换热器壳体更新为带蒸发空间的壳体,两台设备在运行中壳体内应保持一定的液位高度,使管束完全浸没在液体中,防止管束顶部换热管处于干湿交替状态,造成局部液滴的突沸产生较大的冲击力,加快管束的腐蚀。
循环冷却水的腐蚀
循环冷却水的腐蚀属于电化学腐蚀,与水质的控制和管理、水冷器的材质和结构形式、工艺运行参数有关。装置水冷器喷涂了防腐涂料,对管板的腐蚀起到了防护作用,多数水冷器管箱安装了吸收阳极块,有效减缓了管箱壳体和管板的腐蚀。有部分管板上的涂料已经破损,在破损部位有明显的腐蚀。涂料耐温有一定限制,在装置开停工蒸汽吹扫时,需要采取相应的保护措施保护涂层防止超温破坏。
装置中的产品油浆水冷器 E209A~D,循环水走壳程,换热管表面结垢,引起较为严重的垢下腐蚀。原因是油浆入口温度较高(达160℃),使管壁温度偏高,易于结垢,同时循环水走壳程也易使循环水流速偏低,提高了结垢倾向,需要适当降低油浆入口温度,适当提高壳程循环水流速,并定期排污,以减缓油浆水冷器的腐蚀。
总结
本套催化裂化装置设备腐蚀较为严重的主要是反应器、再生器衬里破损部位和内件、再生烟气膨胀节,分馏塔顶冷却部分的第一组换热器,以及吸收稳定部分解吸气重沸器和稳定塔底重沸器。
(1)为了防止反应器和再生器衬里在装置运行中发生损坏引起器壁材料的磨蚀和超温损伤,需要严格控制衬里材料的质量,严格控制衬里施工质量。在开停工和操作运行中,要防止温度的过快升降,并加强重点部位壁温的检查。
(2)在膨胀节导流筒和波纹管间不填充保温材料,对膨胀节进行外保温,以提高烟气膨胀节的壁温,防止烟气冷凝造成腐蚀破坏。在故障停工时,要采取伴热措施,以防止烟气冷凝。
(3)对分馏塔顶换热器的腐蚀,需要重点做好”三注”工艺防腐措施,换热器结构上可加大接管直径、采用外导流措施降低流速来减缓腐蚀。需保证并联的各换热器流量基本一致,防止出现偏流。
(4)解吸塔底重沸器壳体建议更换为带蒸发空间的壳体,以减缓液体在管束表面沸腾引起的冲蚀。解吸塔底重沸器和稳定塔底重沸器管束建议升级为00Cr19Ni10,运行中壳程应保持一定液位高度,使管束完全浸没在液体中,以防止液体快速蒸发对管束造成巨大的冲击力,加快腐蚀。
(5)对塔顶低温系统管道及分馏部分的高温系统管线,要进行定期测厚检查,测厚频率结合使用时间、实际壁厚、操作条件等确定,运行中加强对重点部位的检查,以保证装置的安全稳定运行。
本篇文章来源于网络
声明:本站所有文章,如无特殊说明或标注。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。
