催化裂化装置特阀简介
特阀简介
催化裂化装置催化裂化装置主要特阀参考下表。
催化裂化装置专用阀门
|
编号 |
系统 |
阀门种类 |
主要技术数据 |
安装位置 |
|||
|
执行机构 |
控制方式 |
作用形式 |
通过介质 |
||||
|
1 |
反 |
待生、再生 |
电液 |
调节 |
电液 |
分子筛 |
待、再生 |
|
2 |
待生、再生 |
电液 |
调节 |
电液 |
待、再生 |
||
|
3 |
外取热单动滑阀 |
电液 |
调节 |
电液 |
外取热 |
||
|
4 |
烟气 |
双动滑阀 |
电液 |
调节 |
电液 |
烟气 |
三旋出口 |
|
5 |
高温蝶阀 |
电液 |
调节 |
电液 |
烟机入 |
||
|
6 |
高温闸阀 |
电液 |
调节 |
电液 |
烟机入 |
||
常见特阀结构形式
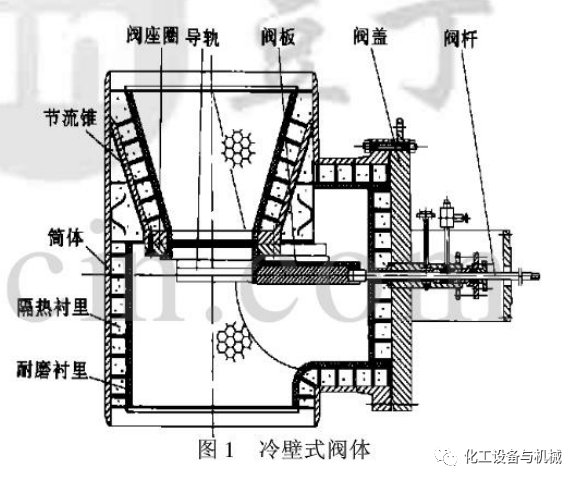
1)滑阀
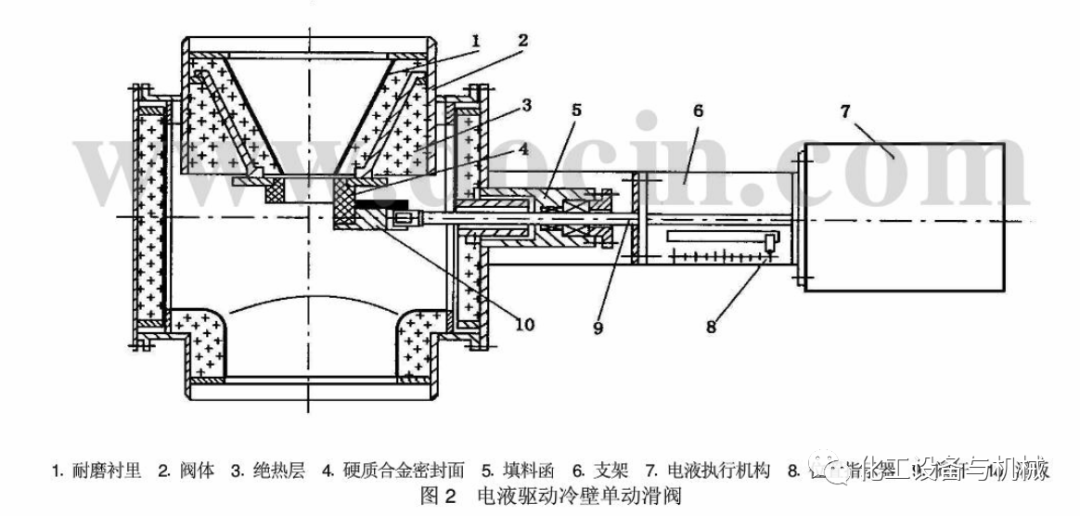
滑阀按其用途可分为单动滑阀和双动滑阀,按阀体壁温可分为热壁式和冷壁式,我厂有单动滑阀和双动滑阀,其均为冷壁式(是冷壁阀,还是热壁阀,主要是由阀的隔热形式所决定的。在阀体的外壁敷设隔热层,阀体内壁只有一层耐磨衬里,操作时阀体温度与内部零件的温度差不多,这种结构叫做热壁阀。由于热壁阀体处在高温状态下,因此对其材质的要求较高。隔热衬里敷设在阀体内部,设计的阀壁温度约为350℃,这种结构叫做冷壁阀。冷壁阀适用于高温场合下应用,由于壁温较低,阀体可以采用价格便宜的优质碳素钢板制作,这样即避免使用昂贵的高温合金钢材,也可以满足使用要求)。
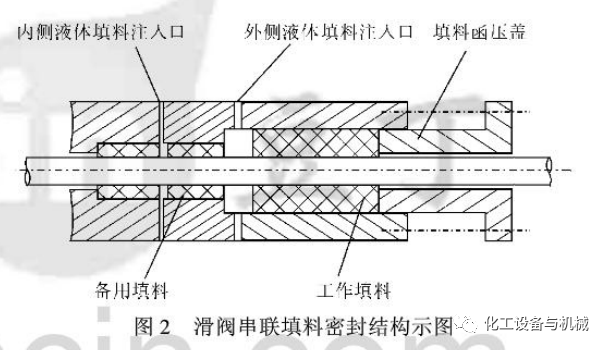
在阀杆的填料部位上,采取了“双填料”结构,也叫串级密封,这样滑阀可以在操作状态下更换外层填料,而不必停工,进一步提高了滑阀的可靠性。
①双动滑阀
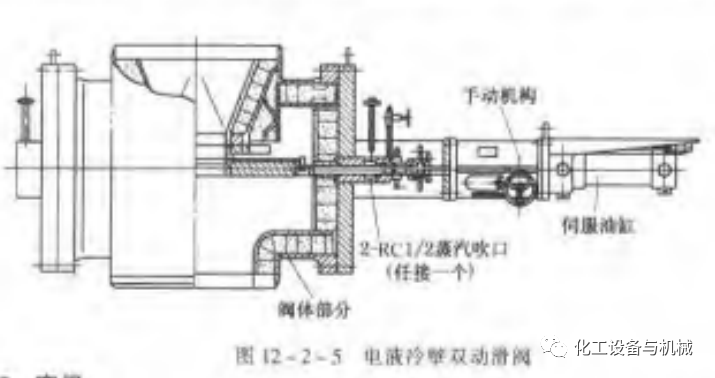

双动滑阀检修
①拆除水、汽、电、气管线,并封好所有开口,做好复位标记。
②松大盖螺栓,做好起吊大盖的准备,并准备好垫木及撬棍等。
③拆弹簧吊架的连接销子,拆弹簧吊架。
④吊阀大盖连同接筒和油动缸并用枕木垫平。注意:阀大盖起吊后,一边向外平移一边注意观察阀板的移动,待阀杆头与阀板脱开后再一次性吊下大盖,以防把阀板带出来。
⑤联系工程队在阀体内搭好架子或放好软梯,高度适中以利于人在阀体内作业,注意要办理相应的作业票。复测座圈、导轨、阀板间的配合间隙。抽出阀板。
⑥拆导轨与座圈和阀体的联接螺栓,拆导轨。
⑦拆座圈与阀体的连接螺栓,取出座圈。
⑧拆阀杆与活塞杆的联接螺栓,抽出阀杆朝阀体方向。
⑨拆出填料,检查支撑套。
组装顺序按上述解体步骤相反的程序进行。
主要零部件的检修:
①阀板主要检查磨损情况,阀板因受烟气直接冲刷,在阀板圆弧处可能有冲损。
②单动滑阀导轨一般磨损较重,导轨除检查间隙变形外应要检查导轨的磨损。磨损较轻,则不进行处理,重者需补焊硬质合金或更换导轨。
③阀板平面与阀座端面的冷态间隙为2.2mm ~2.5mm。间隙测量时可用塞尺在阀板处于全关位置时测量数据。然后将阀板开到30%、50%、80%几个位置检查有无变化。有时内外差间隙相差很大,严重时可使阀在热状态下关不死。对个别部位可用角砂轮打磨,多者上磨床处理。
④座圈、阀板或大盖衬里冲刷需要修补的委托检安修补。注意:修补要以金属小格为单位,先清除残留的老衬里,再填充新衬里。
⑤阀板与导轨单侧间隙冷态为2.3mm~2.7mm。
⑥阀杆与阀板T型槽的配合间隙,侧间隙为1.0mm~2.0mm,顶部间隙为2.0mm~3.0mm。
⑦离合器要求切换时轻松自如。
⑧滑阀内部的螺栓、螺母均为高温耐热钢,不允许与普通螺栓混用,回装时必须涂高温防卡剂。
⑨阀大盖螺栓回装时建议采用液压扳手(对边41mm/M27),力矩200kg·m。在升温后要热紧。
⑩油缸检修拆卸时尽量不要损坏密封圈,活塞杆弯曲度≤0.06mm,缸体圆柱度6 ≤0.15mm,密封圈的过盈量≥0.30mm。
调试:
各滑阀阀板内死点位置的锁定,当阀板移到全部座圈位置时,再向外移10mm。
阀板外死点位置的确定,当阀板全部移出座圈开口位置时,再向外移10mm。
死点位置确定后,即用丝杆的螺帽锁定,要求两边的锁定螺母要平齐。
试车
试车准备:
滑阀检修完毕,质量符合要求,现场整洁,手动行程一个来回无异常现象。
所有压力表、温度表、阀位指示、位移传感器已复位,联锁装置按要求调校。
油系统已处于正常工作状态。
有关部门人员到位,测试工具准备齐全。
试车结果与要求:
气密试验无泄漏。
仪控、就地液控、手动操作正常,阀位指示准确。
填料、油路无泄漏。
安全要求:
拆大盖螺栓时大锤防脱落或断裂。——措施:使用榔头前必须认真检查。
敲击时,工具伤人。——措施:敲击前必须采取措施防止工具飞出,可用木棍压住工具。
吊装大盖时葫芦拉链或钢丝绳断裂。——措施:检修作业前必须检查葫芦和钢丝绳的完好情况,充分估计好所吊设备重量,合理、正确使用起重设备尽量多打富裕量,以确保安全。
吊装作业时,设备碰撞周围的人或设备。——措施:吊装作业时吊物下决不允许站台票人,并要求有人拉着设备。
进入阀体内作业时阀没有完全冷却。——措施:必须等完全冷却后方可进入施工,这也是检修作业票要求必须作到的内容。
进入阀体内催化剂粉尘很多。——措施:作业前必须带好口罩,戴好防护帽子。
进入阀体内作业时搭设的脚手架倒塌。——措施:作业前必须确认架子是否牢固。
进入阀体内作业时由于交叉作业易发生重物坠毁落。——措施:作业前必须在作业的上方搭设防护顶棚。
进入阀体作业时由于空间太小人体易与塔体碰撞。——措施:穿戴好防护用品。
阀体内拆卸的部件发生跌落。——措施:拆卸前用木头或木板在塔内垫好。
②单动滑阀
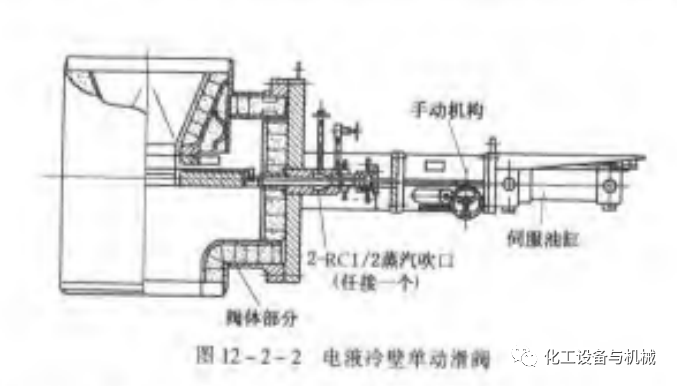
单动滑阀检修:
①拆除水、汽、电、气管线,并封好所有开口,做好复位标记。
②松大盖螺栓,做好起吊大盖的准备,并准备好垫木及撬棍等。
③拆弹簧吊架的连接销子,拆弹簧吊架。
④吊阀大盖连同接筒和油动缸并用枕木垫平。注意:阀大盖起吊后,一边向外平移一边注意观察阀板的移动,待阀杆头与阀板脱开后再一次性吊下大盖,以防把阀板带出来。
⑤联系工程队在阀体内搭好架子或放好软梯,高度适中以利于人在阀体内作业,注意要办理相应的作业票。复测座圈、导轨、阀板间的配合间隙。
⑥抽出阀板。
⑦拆导轨与座圈和阀体的联接螺栓,拆导轨。
⑧拆座圈与阀体的连接螺栓,取出座圈。
⑨拆阀杆与活塞杆的联接螺栓,抽出阀杆朝阀体方向。
⑩拆出填料,检查支撑套。
组装顺序按上述解体步骤相反的程序进行。
主要零部件的检修:
①阀板主要检查磨损情况,阀板因受烟气直接冲刷,在阀板圆弧处可能有冲损。
②单动滑阀导轨一般磨损较重,导轨除检查间隙变形外应要检查导轨的磨损。磨损较轻,则不进行处理,重者需补焊硬质合金或更换导轨。
③阀板平面与阀座端面的冷态间隙为2.2mm ~2.5mm。间隙测量时可用塞尺在阀板处于全关位置时测量数据。然后将阀板开到30%、50%、80%几个位置检查有无变化。有时内外差间隙相差很大,严重时可使阀在热状态下关不死。对个别部位可用角砂轮打磨,多者上磨床处理。
④座圈、阀板或大盖衬里冲刷需要修补的委托检安修补。注意:修补要以金属小格为单位,先清除残留的老衬里,再填充新衬里。
⑤阀板与导轨单侧间隙冷态为2.3mm~2.7mm。
⑥阀杆与阀板T型槽的配合间隙,侧间隙为1.0mm~2.0mm,顶部间隙为2.0mm~3.0mm。
⑦离合器要求切换时轻松自如。
⑧滑阀内部的螺栓、螺母均为高温耐热钢,不允许与普通螺栓混用,回装时必须涂高温防卡剂。
⑨阀大盖螺栓回装时建议采用液压扳手(对边41mm/M27),力矩200kg·m。在升温后要热紧。
⑩油缸检修拆卸时尽量不要损坏密封圈,活塞杆弯曲度≤0.06mm,缸体圆柱度6 ≤0.15mm,密封圈的过盈量≥0.30mm。
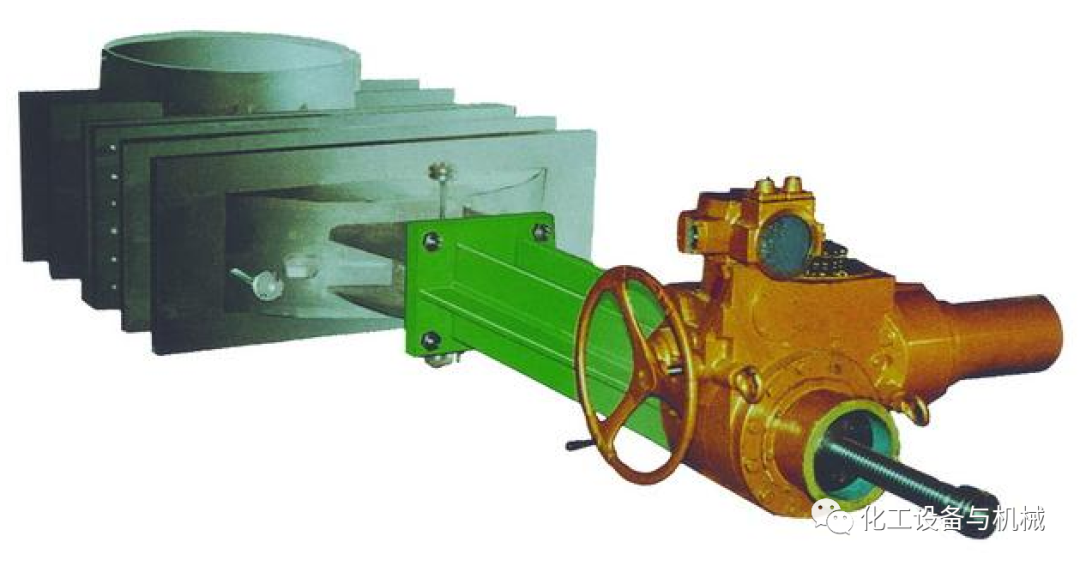
2)塞阀

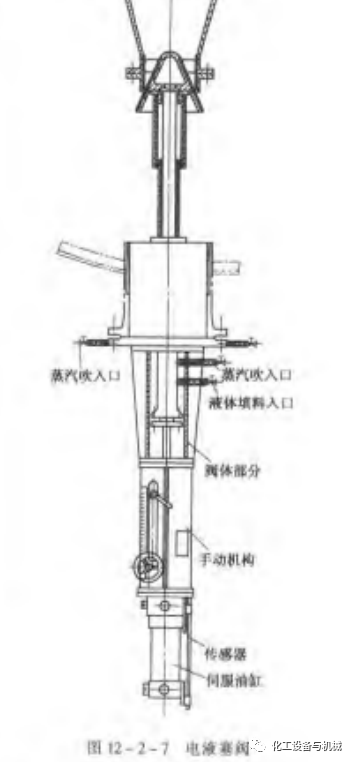

塞阀检修:
1.拆除附属管线(油管、风线、蒸汽线)
2.检查并固定好吊具,将吊钩对称挂在塞阀法兰处
3.拆除法兰盖螺栓,对角拆除四根,更换长螺栓,将四根长螺栓上紧,将其余螺栓拆除
4.上顶丝同时逐渐松动四根长螺栓(顶丝顶不动时,可以用斜铁插入法兰口将其撑开)
5.缓慢松开四根长螺栓,使倒链受力,拆除四根长螺栓,将塞阀吊出,水平放置
6.松开阀头与护套连接螺母,将阀头取下,检查阀头有无裂纹或脱落,连接螺栓有无破损,护套有无冲刷
7.摇动丝杆,使上阀杆露出,用管钳拧出上阀杆。
8.松开定位销,使丝杠与中阀杆脱离。检查磨损、腐蚀情况。
9.检查丝杠、定位轴承、开和螺母间隙。
10.检查油缸(马达)。有无磨损,转动是否灵活。各密封点密封情况。
11.检查阀座紧固情况、阀头冲刷情况。
12.检查更换填料,注胶孔是否通畅。
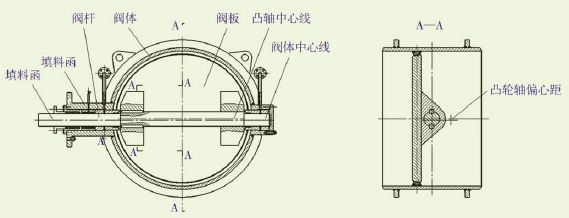
3)烟机入口高温蝶阀

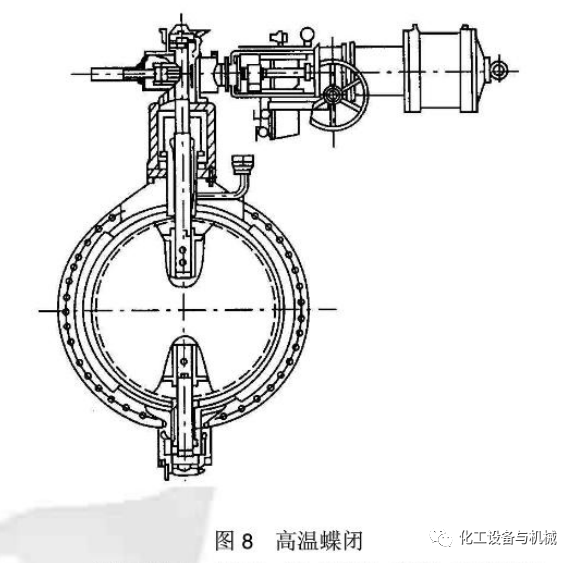

高温蝶阀是一种大型调节阀,用于催化裂化装置的能量回收系统,安装在烟气轮机与高温平板闸阀之间的管路上。即可于双动滑阀分程控制再生器压力,也可调节进入烟气轮机的烟气流量。
高温蝶阀阀体为板焊结构,内有耐磨防冲台阶,台阶表面与蝶板周边堆焊耐高温的硬质合金。阀体与蝶板为偏心结构,以阀杆驱动端定位,这样能保证在高温条件下阀内件朝另一端自由膨胀。高温蝶闭高温蝶阀一般有正常调节与紧急关闭两个控制回路,有气动或电液动执行机构,同时也有手动控制系统。该阀还具有快速关闭的特点,气动执行机构关闭时间应<5s,电液执行机构关闭时间应<1s。合理确定蝶阀口径和正确选择执行机构的输出扭矩至关重要。一般应根据烟气流量和所要求的压降计算流通能力,然后再按流通能力曲线选定阀门口径。一般情况下,理想的工作角度范围在30°–75°之间,此时的调节性能比较稳定。执行机构的输出扭矩通常按蝶阀所需转矩的115倍选取。对于调节性能需求严格的场合,为了保证阀门的灵敏度和工作稳定性,执行机构的输出扭矩最好为蝶阀所需转矩的4—5倍。
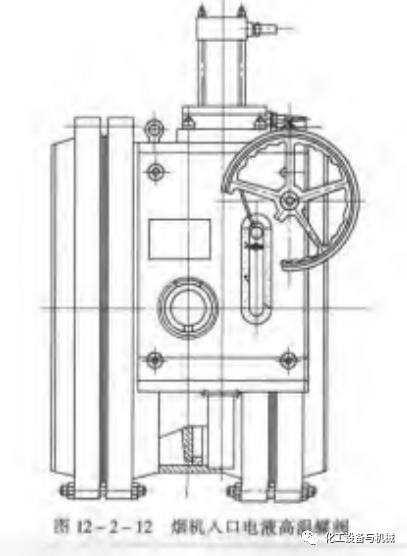
4)烟机入口高温闸阀

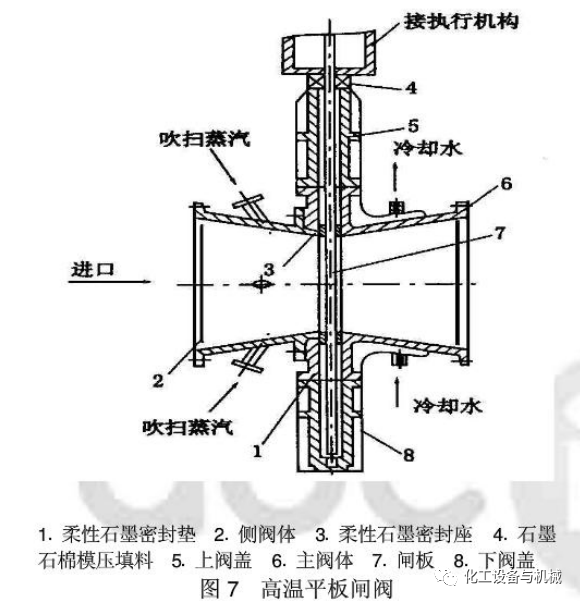
平板闸阀在催化裂化装置能量回收系统中,为了切断烟气进入烟气轮机,需在烟气轮机入口处设置烟气切断阀。通常安装一个高温平板闸阀和一个高温蝶阀,串连使用。高温平板闸阀是大型切断型阀门,该阀垂直安装在高温蝶阀前的水平烟气管道上。烟气轮机正常工作时,此阀处于全开状态。一旦发生故障或停车时,则可通过气动执行机构迅速关闭此阀,切断烟气。
阀门入口端有四个均布的吹扫蒸汽入口,可将沉积在密封面以及阀盖内的催化剂吹出。另一侧设置的冷却系统可及时使阀板等零部件得到冷却,以此保证阀门稳定工作。
高温平板闸阀闸板为光滑平板,运行于镶嵌在阀体上的两个环状柔性石墨压制的阀座之间,无论是全关还是全开,阀座始终与闸板紧密贴合,以保证密封副不受介质的冲刷。由于采用了软密封形式,闸板与阀座不需要研磨,且不受高温变形的影响。执行机构与阀杆用对开套相连,必要时也可以手动操作。
高温平板闸阀的工作温度一般为650℃,工作压力为0125MPa。
本篇文章来源于 网络