三旋单管堵塞事故
三旋单管堵塞事故
1.事故经过
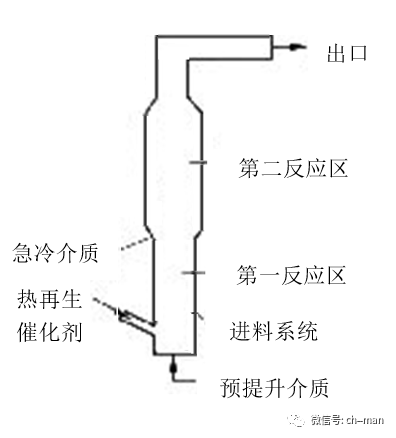
某炼油厂1.6Mt/a催化裂化装置为高低并列二段再生,一再烟气经旋风分离器后,进入三级旋风分离器,出口进入烟机回收能量,二再烟气去余热锅炉回收能量。三级旋风分离器于1999年大修时因为原VER-Ⅱ型分离单管分离效果差,更换为PSC一250型立式单管,2004年3月装置MIP改造后,于2004年4月26日开工,至2005年4月份发现三旋工况呈逐渐趋差。5月13日由于积附的催化剂局部脱落和叶片不均匀磨损破坏了转子的动平衡,从而引起烟机振动的上升导致烟机振动高停机一次。检修后烟机5月16日开机。烟机再次出现振动上升现象。同时激光粒度仪浓度不断升高,超过200mg/m3,三旋出口烟气采样手工分析数据,连续多次10um以上筛分达15%(体积)(指标≤3%(体积));三旋储罐各测点温度缓慢下降至500℃以下。三旋至储罐的压降达到了0.129MPa。6月24日临界喷嘴前带压开孔后排放发现,三旋泄气量较小。7月2日三旋筒体段(隔板下)开孔测压为0.012MPa,推测三旋单管堵可能性较大,在经过综合考虑后于8月21日停工对三旋进行检修。
2.事故处理
停工后检查情况,在检修过程对一再旋分、三旋和烟机等进行了第一时间的检查,检查结果如下:一再旋分料腿畅通,入口衬里保持较好;三旋48根单管,只有一根畅通,其余47根全部堵死(见图1-1);四旋料腿畅通,三旋筒体大灰斗和三旋储罐无异物堵塞。检查烟机情况,二级动叶冲刷严重,动叶上黏附有较多催化剂,静叶部位有较厚的焦炭。从三旋单管堵塞的情况看,三旋单管底部的喇叭口为催化剂粉末,较酥松,而喇叭口上的锥体则为呈螺旋形的结焦物,较结实,单管锥体左右侧部位的切口也全部堵死。用人工对上述部位进行疏通。
三旋工况的好坏在一定程度上取决于排尘管、排尘口泄料的顺畅和排气管气流的影响,要减少单管间窜流返混。三旋的操作弹性大,性能变化就小。由于单管在运行中可能压降存在差异,会造成排尘口压力不同,会增加单管间窜流返混的程度,降低三旋的分离效率,大颗粒夹带严重,甚至会造成单管的失效。处理方法如下:将原来单管每侧的两条排尘缝连接在一起,把中间的那块取消,并且开缝高度由原来的70mm修改为约86~90mm,即开缝位置从原来排尘缝的上部位置一直开到下部锥体84mm处焊缝下口位置。切割完毕后,修磨切口位置,要求无毛刺;锥体内侧必须打磨干净。
3.原因分析
(1)装置MIP改造后,一再主风量大幅度上升,从而造成进入三旋单管的烟气量也增加相应幅度,正常操作时,三旋进口总烟气量为1652.4Nm2/min。三旋超负荷运行,三旋总压降达到20.2kPa,单管线速15.1m/s。
(2)一再旋风分离器在装置改造时没有更换,一再的旋风分离器的入口线速在2005年1、8月次标定的计算中发现严重超线速。从旋风分离器的工作性能曲线出发,旋风分离器存在一个效率的峰值,在气体流量超过一定程度后,由于颗粒的二次夹带,旋风分离器的效率会产生明显的降低。同时,有研究表明,一级旋分的过高线速,将对催化剂的磨损产生一定影响。
(3)装置经过MIP-CGP改造后使用了专用催化剂,为了增加丙烯含量,在催化剂设计过程中使用了较高比例的择形分子筛,由此影响到催化剂的物理性能,容易产生细粉,从改造前后的催化剂筛分分析可以得到明确的答复。改造前40um以下的比例一般在10%以下,而改造后明显增加,达到20%左右(见图1-2)。平衡催化剂细粉含量的增加,必然导致一再烟气中的细粉含量的增加,从而导致三旋回收效率下降。同时,细粉含量增加后,由于颗粒之间的静电作用,比较容易吸附,一再烟气中又存在较大含量的水分,因此,这部分催化剂就比较容易在旋分单管和烟机叶片上吸附,然后在高温下烧结或结焦,因此出现了本次三旋单管的堵塞和烟机叶片上的大量催化剂堆积。
(4)催化剂破损与催化剂抗磨损性能还与装置MIP-CGP改造后提升管蒸汽用量增加及催化剂经过二反孔线速高加快磨损有关。
4.经验与教训
(1)加强日常监控措施。为满足烟机入口烟气的指标,需要对三旋的工况进行监控,提前发现三旋可能出现的问题,增加三旋、四旋、储罐各测量点的报警值。
(2)保持高卸剂频率。
(3)考虑到二再旋风分离器在装置改造时新更换,效果比较好,比较了二再烧焦罐与一再温差后,将新鲜剂加入到二再烧焦罐,减少新鲜剂从一再的跑损。
(4)提高一再料位至全料位65%,使待生分配管在床层以下,减少待生催化剂的跑损。加强沉降器汽提段的操作,减少待生催化剂的含炭量。
(5)联系仪表校准激光粒度仪,保证激光粒度仪能够监测到浓度的波动。同时手工采样保持一周一次的频率进行(采集三旋出入口和三旋回收物样品),与激光粒度仪进行比较。
(6)考虑到目前一再旋分和三旋超负荷运行,建议下次大修时,更换一再旋风分离器。解决一再旋分线速过高问题。增加三旋单管数量或更换处理能力大的三旋型号。
(7)虽然根据三旋计算结果,三旋下泄气率在正常状况时为3.44%可以满足操作,但是存在操作弹性小,装置稍有波动而系统不能适应,因此操作弹性过小。目前三旋至四旋系统压平衡太合理。建议流程按图1-3修改。将三旋12出口直接接到四旋入口,取消三旋出口阀门,取消四旋料腿上的翼阀。