催化裂化反应是一个复杂的平行—顺序反应,影响因素很多,在生产装置中各个操作条件密切联系。操作参数的选择应根据原料和催化剂的性质而定,各操作参数的综合影响应以得到尽可能多的高质量汽油、柴油,气体产品中尽可能多的烯烃和在满足热平衡的条件下尽可能少产焦炭为目的。
催化裂化装置加工的原料一般是重质馏分油,但是,当前一些装置所用原料日趋变重,掺炼渣油的比例逐渐增多,有的则直接用常压重油作为催化裂化的原料。催化裂化原料在族组成相近的情况下,沸点越高越易裂解。但对分子筛催化剂来说,馏分的影响并不重要。原料裂化的难易程度可以用特性因数来说明,芳烃含量高,特性因数小,表示原料难裂化。在相同的转化率下,石蜡基原料的汽油和焦炭产率都较低,气体产率比较高;环烷基原料的汽油产率叫高气体产率较低,气体中氢与甲烷较多,气体中主要成分是C1、C2;对于芳香基原料,汽油的产率居中,焦炭产率较高,气体中氢与甲烷更多些。原料中如果稠环芳烃多,则这些稠环芳烃吸附能力强,生焦多,反应速度慢,影响其它烃类的反应。试验表明,在富含烷烃合成馏分油(200~300℃)中加入50%的萘或3%的蒽,催化裂化反应速度下降50%。所以不希望原料中含较多的稠环芳烃。原料油的性质是我们所有操作条件中最重要的条件。选择催化剂,制定生产方案选择操作条件都应首先了解原料油的性质。生产中我们要求原料要相对的稳定。同时加工几种性质不同的原料时要在原料罐或管道中调和均匀后在送入装置。另外要特别注意罐区脱水,换罐时不要因脱水不净,将水送入反应器,否则会急剧降低反应温度,反应压力会因水的汽化而迅速上升,严重时会造成重大事故。
目前,国内的催化剂有几种不同的系列产品可供选用。每个催化装置都应根剧本装置的原料油性质、产品方案及装置的类型选择适合本装置的催化剂。选用催化剂时,不仅要选择催化剂的活性、比表面,更要注意它的选择性、抗污染能力和稳定性。在生产过程中若因原料性质和产品方案的较大幅度变化而需要更换催化剂时,则需要采取逐步置换的方法。一边卸出催化剂,一边补入新催化剂。置换的速度不能过快,不然会因新鲜剂补入太多,平衡剂活性太高而使操作失去平衡。催化剂平衡活性越高,转化率越高,产品中烯烃含量越少,而烷烃含量增加。重金属的污染会使催化剂的活性下降,选择性明显变差,气体和焦炭产率升高,气体中氢气含量明显增加,而汽油收率明显降低。
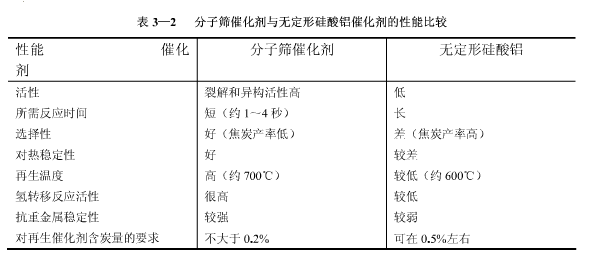
对于各种型式的流化催化裂化装置,它们的分馏系统和吸收—稳定系统都是一样的,只是反应—再生系统有所不同。流化催化裂化的反应—再生系统可分为两大类型:使用无定形硅酸铝催化剂的床层裂化反应和使用分子筛催化剂的提升管反应。采用分子筛催化剂提升管裂化轻质油收率增加,焦炭产率降低,柴油的十六烷值也有所改善。
反应温度是生产中的主要调节参数,也是对产品产率和质量影响最灵敏的参数。一方面,反应温度高则反应速度增大。催化裂化的反应的活化能(10000~30000cal/mol)比热裂化活化能低(50000~70000 cal/mol),而反应速度常数的温度系数热裂化亦比催化裂化高,因此,当反应温度升高时,热裂化反应的速度提高比较快,当温度高于500℃时,热裂化趋于重要,产品中出现热裂化产品的特征(气体中C1、C2多,产品的不饱和度上升)。但是,即使这样高的温度,催化裂化的反应仍占主导地位。另一方面,反应温度可以通过对各类反应速率大小来影响产品的分布和质量。催化裂化是平行—顺序反应,提高反应温度,汽油→气体的速率加快最多,原料→汽油的反应速度加快较少,原料→焦炭的速度加快更少。因此,在转化率不变时,气体产率增加,汽油产率降低,而焦炭产率变化很少,同时也导致汽油辛烷值上升和柴油的十六烷值降低。由此可见,温度升高汽油的辛烷值上升,但汽油产率下降,气体产率上升,产品的产量和质量对温度的要求产生矛盾,必须适当选取温度。在我国要求多产柴油时,可采用较低的反应温度(460~470℃),在低转化率下进行大回炼操作;当要求多产汽油时,可采用较高的反应温度(500~510℃),在高转化率下进行小回炼操作或单程操作;多产气体时,反应温度则更高。装置中反应温度以沉降器出口温度为标准,但同时也要参考提升管中下部温度的变化。直接影响反应温度的主要因素是再生温度或再生催化剂进入反应器的温度、催化剂循环量和原料预热温度。在提升管装置中主要是用再生单动滑阀开度来调节催化剂的循环量,从而调节反应温度,其实质是通过改变剂油比调节焦炭产率而达到调节装置热平衡的目的。
反应压力是指反应器内的油气分压,油气分压提高意味着反应物浓度提高,因而反应速度加快,同时生焦的反应速度也相应提高。虽然压力对反应速度影响较大,但是在操作中压力一般是一定不变的,因而压力不作为调节操作的变量,工业装置中一般采用不太高的压力(约0.1~0.3Mpa)。应当指出,催化裂化装置的操作压力主要不是由反应系统决定的,而是由反应器与再生器之间的压力平衡决定的。一般来说,对于给定大小的设备,提高压力是增加装置处理能力的主要手段。
剂油比是单位时间内进入反应器的催化剂量(即催化剂循环量)与总进料量之比。剂油比反映了单位催化剂上有多少原料进行反应并在其上积炭。因此,提高剂油比,则催化剂上积炭少,催化剂活性下降小,转化率增加。但催化剂循环量过高将降低再生效果。在实际操作中剂油比是一个因变参数,一切引起反应温度变化的因素,都会相应地引起剂油比的改变。改变剂油比最灵敏的方法是调节再生催化剂的温度和调节原料预热温度。
在催化裂化过程中,催化剂不断地在反应器和再生器之间循环,但是在任何时间,两器内都各自保持一定的催化剂量,两器内经常保持的催化剂量称藏量。在流化床反应器内,通常是指分布板上的催化剂量。每小时进入反应器的原料油量与反应器藏量之比称为空速。空速有重量空速和体积空速之分,体积空速是进料流量按20℃时计算的。空速的大小反映了反应时间的长短,其倒数为反应时间。反应时间在生产中不是可以任意调节的。它是由提升管的容积和进料总量决定的。但生产中反应时间是变化的,进料量的变化,其他条件引起的转化率的变化,都会引起反应时间的变化。反应时间短,转化率低;反应时间长,转化率提高。过长的反应时间会使转化率过高,汽柴油收率反而下降,液态烃中烯烃饱和。
再生催化剂含碳量是指经再生后的催化剂上残留的焦炭含量。对分子筛催化剂来说,裂化反应生成的焦炭主要沉积在分子筛催化剂的活性中心上,再生催化剂含碳过高,相当于减少了催化剂中分子筛的含量,催化剂的活性和选择性都会下降,因而转化率大大下降,汽油产率下降,溴价上升,诱导期下降。
工业上为了使产品分布合理(原料催化裂化所得各种产品产率的总和为100%,各产率之间的分配关系即为产品分布。)以获得更高的轻质油收率采用回炼操作。既限制原料转化率不要太高,使一次反应后,生成的与原料沸程相近的中间馏分,再返回中间反应器重新进行裂化,这种操作方式也称为循环裂化。这部分油称为循环油或回炼油。有的将最重的渣油或称油浆也进行回炼,这时称为“全回炼”操作。循环裂化中反应器的总进料量包括新鲜原料量和回炼油量两部分,回炼油(包括回炼油浆)量与新鲜原料量之比称为回炼比。回炼比虽不是一个独立的变量,但却是一个重要的操作条件,在操作条件和原料性质大体相同情况下,增加回炼比则转化率上升,汽油、气体和焦炭产率上升,但处理能力下降,在转化率大体相同的情况下,若增加回炼比,则单程转化率下降,轻柴油产率有所增加,反应深度变浅。反之,回炼比太低,虽处理能力较高,但轻质油总产率仍不高。因此,增加回炼比,降低单程转化率是增产柴油的一项措施。但是,增加回炼比后,反应所需的热量大大增加,原料预热炉的负荷、反应器和分馏塔的负荷会随之增加,能耗也会增加。因此,回炼比的选取要根据生产实际综合选定。
提升管反应器的结构对催化裂化反应有影响,它影响到油气与催化剂的接触时间和流化情况,会造成二次反应增加和催化剂颗粒与油气的返混,会使轻质油收率下降,焦炭量增加。
反应温度(TIC101)与再生滑阀差压(PDIC115)组成低值选择控制。正常情况下,由反应温度控制再生滑阀开度。但当再生滑阀差压低于设定值时,由再生滑阀差压调节器的输出信号控制再生滑阀开度,此时,再生滑阀关闭,当差压达到并高于设定值时,恢复反应温度调节器输出信号控制再生滑阀开度。
(2)催化剂循环量的变化,循环量增加,反应温度上升;反之下降。在循环推动力不变的情况下,再生滑阀开度增加,催化剂循环量增加;反之下降。
(3)提升管总进料量的变化,进料量下降,反应温度上升;反之下降。
(4)再生温度的变化,再生温度上升,反应温度上升。
(1)调节再生滑阀的开度,增加或减少催化剂的循环量,控制反应温度。滑阀开度增大,反应温度提高。
(2)调节掺渣量及取热器取热量,通过再生温度变化,控制好两器的热平衡,保持再生床温平稳。
(3)原料带水,及时联系调度和罐区,切水换罐,按原料带水的处理方法处理。
(7)再生单动滑阀故障,改手动控制,马上联系钳工和仪表处理。
(8)仪表故障及时联系处理,此时应参考提升管中下部温度及反应压力判断反应温度的变化。
(9)调节再生斜管推动力,主要通过调节再生器料位和松动点,提高推动力。后一种方法要在车间指导下进行。
一般情况下提升管进料量由操作员控制,当局部发生故障时,需做应急处理,保证提升管总进料量大于90t/h,否则需要打开进料事故蒸汽副线。
(1)原料油(减蜡、减渣、焦蜡)泵及回炼油泵故障。
(1)根据原料性质,控制反应深度,保证容107的液位,控制回炼油量的相对稳定。
(4)渣油泵循环线开大,渣油进料量减少,蜡油增加。
(9)油浆回炼量不可大幅度调节,应保持稳定,回炼量大小视情况确定或由车间决定。
反应深度的调节,最明显将体现为生焦量及再生温度的变化,同时伴有分馏塔底及回炼油罐液面的变化。
(6)催化剂上重金属的污染程度。污染严重,深度下降。
(1)在催化剂循环量不变的情况下,提高原料预热温度,反应温度提高,深度增大。
(2)在反应温度不变的情况下,提高剂油比,反应深度提高。
(4)再生催化剂定碳高于0.1w%时,反应深度会发生明显下降,此时需降低再生催化剂的定碳。
(6)催化剂重金属污染,反应深度低,控制好金属钝化剂的加注量。
(7)提高中、上部喷嘴流量,提升管底部温度提高,反应深度加大;反之下降。
催化剂循环量是一个受多参数综合影响的重要参数,以下调节方法多指固定其它参数,单独调整某一项参数时的变化情况。实际操作中要区分影响循环量变化的关键因素。
(3)进料雾化蒸汽量。预提升蒸汽(干气或粗汽油)量的变化。
(4)各松动流化点压力、流量的变化及再生斜管流化推动力的变化。
(1)调节再生和待生滑阀的开度,开大再生滑阀,循环量上升,同时待生滑阀也将相应开大。
(2)保持平稳的两器压力在控制指标内。两器差压的变化对循环量有不同的影响,根据不同工况可能有不同结果。进料量增加,若反应温度不变,循环量将上升;反之下降。
(4)调节各松动流化点的风量和蒸汽量,可以增加流化推动力,在再生滑阀开度不变的情况下,流化推动力上升,循环量上升。但此项调节一定要在车间指导下进行。
(5)检查斜管松动蒸汽和锥体松动蒸汽,稳定汽提蒸汽量。
(8)在反应温度不变的情况下,再生温度下降,循环量上升;反之下降。
(9)在反应温度不变的情况下,原料预热温度下降,循环量上升;反之下降。
催化人|精英聚集|技术交流|经验分享|与你共享专业知识
本篇文章来源于微信公众号: 催化人
声明:本站所有文章,如无特殊说明或标注。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。